Производство
азотной кислоты.
Чистая азотная кислота – бесцветная жидкость, замерзающая при - 41°С,
кипящая при 86°С.
Максимальная температура кипения 121,9°С имеет раствор содержащий
68,4% HNO3 и представляющий собой азеотропную смесь. Азотная кислота
– очень сильный окислитель. Многие органические вещества при действии азотной
кислоты разлагаются, а некоторые способны воспламеняться. Особенно сильна как
окислитель разбавленная азотная кислота. Концентрированная азотная кислота
пассивирует такие металлы как железо. На этом основано использование стали как
конструкционного материала в производстве азотной кислоты.
Промышленность выпускает азотную кислоту двух видов: разбавленную с содержанием
50 – 60 % HNO3 и концентрированную, содержащую 96 – 98 % HNO3.
Разбавленная кислота используется в основном для производства азотсодержащих
минеральных удобрений. Крепкая азотная кислота применяется для производства
взрывчатых веществ, красителей, пластических масс, нитролаков, кинопленки, и
других важных продуктов. Азотную кислоту производят из аммиака.
Физико-химические
основы процесса.
Производство разбавленной азотной кислоты из аммиака складывается из
следующих стадий:
1.
контактное окисление аммиака до оксида азота (II);

2.
доокисление оксида азота (II) до оксида азота (IV);

3.
поглощение оксида азота (IV) водой с образованием азотной
кислоты.

Суммарная реакция образования азотной кислоты выражается уравнением:

Контактное
окисление аммиака.
При окислении аммиака кроме основной реакции могут протекать параллельные
побочные процессы.



и последовательная
реакция

 Поэтому
одной из проблем увеличения выхода азотной кислоты является создание такого
катализатора, который бы действовал избирательно на реакцию (1), мало влияя на побочные реакции. В
производстве азотной кислоты в качестве катализаторов используются платиноидные
катализаторы (Pt, Pt-Rh и Pt-Pd-Rh-сплавы с содержанием платины 81 – 92%).
Основная реакция – очень быстрая и протекает во внешнедиффузионной области,
причем процесс лимитируется диффузией кислорода к поверхности катализатора. Это
обусловливает повышенную по сравнению кислородом концентрацию аммиака на поверхности
катализатора и повышение удельного веса побочных реакций неполного окисления с
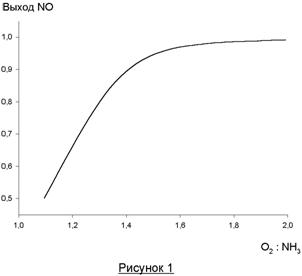
образованием азота и закиси азота. Поэтому необходим значительный избыток
кислорода у поверхности, чтобы вытеснить из нее аммиак. Тогда его окисление
будет более глубоким до NO. Влияние соотношения O2 : NH3 в потоке на
выход NO показано на рисунке 1. Можно видеть, что при соотношении O2
: NH3 более
1,8 селективность по NO
достигает постоянной максимальной величины, близкой к 100% и далее практически
не меняется.
Поэтому
одной из проблем увеличения выхода азотной кислоты является создание такого
катализатора, который бы действовал избирательно на реакцию (1), мало влияя на побочные реакции. В
производстве азотной кислоты в качестве катализаторов используются платиноидные
катализаторы (Pt, Pt-Rh и Pt-Pd-Rh-сплавы с содержанием платины 81 – 92%).
Основная реакция – очень быстрая и протекает во внешнедиффузионной области,
причем процесс лимитируется диффузией кислорода к поверхности катализатора. Это
обусловливает повышенную по сравнению кислородом концентрацию аммиака на поверхности
катализатора и повышение удельного веса побочных реакций неполного окисления с
образованием азота и закиси азота. Поэтому необходим значительный избыток
кислорода у поверхности, чтобы вытеснить из нее аммиак. Тогда его окисление
будет более глубоким до NO. Влияние соотношения O2 : NH3 в потоке на
выход NO показано на рисунке 1. Можно видеть, что при соотношении O2
: NH3 более
1,8 селективность по NO
достигает постоянной максимальной величины, близкой к 100% и далее практически
не меняется.
Обоснование
роли параметров и их выбор.
Температура оказывает слабо ускоряющее действие на процесс,
поскольку реакция лимитируется внешней диффузией. В то же время выход NO
изменяется с ростом температуры по экстремальному закону с максимумом в области
900 – 920°С
в связи с прогрессированием в этой области реакции (5), а также термической диссоциацией аммиака

и других побочных
реакций. Кроме того с ростом температуры возрастает унос катализатора в виде
летучего оксида PtO2. Для улавливания Pt под сетки кладут
поглотитель на основе CaO, который улавливает более 50% платины. Учет действия указанных
противоположных факторов приводит к выбору оптимальной температуры 830 – 930°С (в
зависимости от совокупности других параметров). Следует иметь в виду, что положение
оптимума температуры зависит от давления. При повышении давления он смещается в
область более высоких температур, хотя само значение максимального выхода
снижается из-за увеличения удельного веса реакции (6) с ростом давления.
Давление является фактором ускорения процесса, так как является
движущей силой внешней диффузии. Вместе с тем, с ростом давления наблюдается
снижение выхода оксида азота (II). Поэтому давление является оптимальной
величиной, сочетающей взаимно противоположные требования увеличения производительности
и уменьшения габаритов установки и повышение выхода NO. Следует также иметь
ввиду, что при повышении давления существенно возрастает унос мельчайших частиц
платины с газами, что удорожает товарную кислоту, т.к. платина имеет высокую
стоимость, а процесс ее улавливания из нитрозных газов после контактного
аппарата весьма сложен и не обеспечивает полноту компенсации потерь. На
современных установках большой мощности оптимум давления составляет 0,4 – 0,7
МПа.
Состав газовой смеси. При выборе соотношения O2 : NH3
руководствуются зависимостью выхода NO от этого соотношения (рисунок 1),
связанной с лимитированием процесса диффузией кислорода к поверхности
катализатора. Оптимальными значениями O2 : NH3 является величина 1,8 –
2,0, что соответствует содержанию аммиака в аммиачно-воздушной смеси 9,5 – 10,5
(об. %). Следует учитывать, что при обычной температуре смесь аммиака с
воздухом взрывается в интервале 16 – 27 (об. %), а при увеличении температуры и
давления предел взрываемости расширяется.
Время контакта. Высокая селективность катализаторов позволяет в
условиях оптимальных давлений, температур и соотношения O2 : NH3 достигать 97 –
98% выхода NO при практически полной конверсии аммиака. Поскольку NO при
увеличении времени контактирования может далее разлагаться на элементарные N2
и О2, то за время контакта выбирается то минимальное время, при
котором достигается практически полная конверсия и которое обеспечивает
минимальный объем реактора в условиях практически полного превращения NH3.
Это время составляет (1 – 2)×10-1 с.
Окисление
оксида азота (II) до диоксида.
Нитрозные газы, полученные при окислении аммиака содержат NO и другие оксиды
азота, кислород, азот и пары воды. Для получения азотной кислоты оксид азота
(II) окисляют до диоксида.
Процесс окисления NO кислородом воздуха описывается уравнением

В соответствии с
принципом Ле Шателье равновесие этой реакции сдвигается вправо при повышении давления
и снижении температуры. Практически равновесие образования диоксида азота при
100°С
почти полностью смещено вправо. Константа скорости процесса также увеличивается
с понижением температуры. Такое аномальное поведение системы связано с
тримолекулярным характером процесса (см. раздел «Химическая кинетика» курса
«Физическая химия»). В связи с требованиями смещения равновесия и ускорения
процесса температуру необходимо понижать. Однако имеется нижний предел температуры,
определяемый прогрессивным возрастанием энергетических затрат, связанных с использованием
хладагентов. Вместе с тем понижение температуры обусловливает частичное
превращение NO2 в димер

На практике
процесс осуществляется при температуре 10 – 50°С.
Давление является фактором ускорения основной реакции и фактором
смещения ее равновесия в сторону целевого продукта. Однако одновременно рост
давления обусловливает смещение равновесия димеризации в правую сторону.
Чрезмерное повышение давления нецелесообразно, так как приводит к росту энергетических
затрат на компримирование, а также образованию и выпадению в конденсат
значительных количеств N2O4 и HNO3. На практике работают при
давлениях 0,40 – 0,45 МПа. Выходящие после реакции контактные газы содержат NO2,
N2O4, O2, N2O, NO, N2O3,
пары воды.
Время контакта и степень превращения. Реакция окисления протекает
самопроизвольно без каких-либо внешних ускорителей. В то же время общий третий
порядок реакции обусловливает резкое снижение скорости с увеличением степени
конверсии. Поэтому в качестве реактора окисления используют полый цилиндрический
аппарат, работающий в режиме вытеснения. При этом резкое снижение скорости с
ростом степени превращения реагентов не позволяет осуществить процесс до их полного
превращения. Поэтому его проводят до оптимальной степени превращения 92%. Этой
величине соответствуют времена контакта порядка нескольких секунд.
Соотношение реагентов необходимо поддерживать в соответствии с
требованиями стехиометрии, т.е. 2 : 1. При этом достигается максимальная
производительность процесса.
Абсорбция
диоксида азота.
Все оксиды азота, за исключением NO взаимодействуют с водой с
образованием азотной кислоты. Поглощение оксидов азота с водой протекает через
две макростадии – физическое растворение этих газов в воде и последующее их
химическое взаимодействие с водой с образованием азотной и азотистой кислот.
Азотистая кислота является малоустойчивым соединением и распадается на азотную кислоту,
оксид азота (II) и воду.


Суммарно
взаимодействие NO2 с водой можно представить уравнением

Образующийся NO
снова окисляется до NO2

Из двух
макростадий – физическое растворение и химическая реакция вторая протекает
значительно быстрее и ее скорость определяется скоростью массопереноса газовой
фазы в жидкую. Разложение азотистой кислоты происходит сравнительно медленно. Образующийся
NO частично окисляется в растворе кислородом, но его большая часть взаимодействует
с кислородом уже в газовой фазе по реакции (13). Одновременно с абсорбцией и протеканием химических реакций в
растворе в газовой фазе так же частично протекают те же реакции, приводящие к
образованию азотной кислоты. При взаимодействии паров воды и NO2 в
газовой фазе происходит образование кислотного тумана.
Степень поглощения диоксида азота водными растворами азотной кислоты
определяется такими факторами как температура, давление, концентрация кислоты.
При понижении температуры и концентрации кислоты и повышении давления степень
превращения диоксида азота растет. При концентрации азотной кислоты выше 65%
поглощение практически прекращается.
Следует также отметить, что степень окисления NO зависит от свободного
объема, а количество поглощаемых оксидов азота – от поверхности контакта фаз.
Поэтому одно из основных требований, предъявляемых к абсорбционной аппаратуре –
создание максимального свободного объема при одновременно сильно развитой
поверхности поглощения. Поэтому реактор образования азотной кислоты –
абсорбционная колонна с копачковыми или ситчатыми тарелками. Пространство между
тарелками работает как газофазный окислитель основного количества выделившегося
NO. Барботаж в новом
слое жидкости на тарелке обеспечивает интенсивный массообмен с газом,
способствуя поглощению компонентов газофазной смеси и тем самым образованию HNO3
и жидкофазному окислению NO.
Достаточно большой объем газовой фазы между тарелками позволяет достичь высоких
степеней газофазного окисления NO в NO2, можно считать, что в абсорбционной
колонне протекает превращение, описываемые следующим брутто-уравнениями:

Для отвода
избыточного тепла на тарелках установлены плоские змеевидные холодильники с циркулирующей
в них водой.
Технология
процесса.
Современные установки, работающие под повышенным давлением (от 0,2 до 1
МПа) разработаны по принципу энерготехнологических схем, в которых энергия
отходящих газов (связанная с их высокой температурой и давлением) и теплота
реакции окисления аммиака, используются для сжатия воздуха и нитрозных газов, а
также получения технологического пара. Этими же схемами предусмотрено более
полное использование низкопотенциальной энергии. Принципиальная технологическая
схема получения разбавленной азотной кислоты под повышенным давлением приведена
на рисунке 2
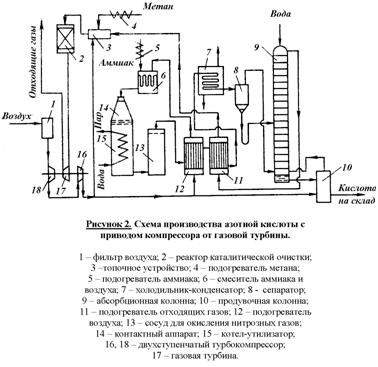 Атмосферный
воздух проходит тщательную очистку в двухступенчатом фильтре (1). Очищенный воздух сжимается
двухступенчатым воздушным компрессором (16,
18). В первой ступени (18) воздух сжимается до 0,35 МПа, при
этом он нагревается до 165 – 175°С за счет адиабатического сжатия. После охлаждения
воздух направляется на вторую ступень сжатия (16), где его давление доводят до 0,7 – 0,8 МПа.
Атмосферный
воздух проходит тщательную очистку в двухступенчатом фильтре (1). Очищенный воздух сжимается
двухступенчатым воздушным компрессором (16,
18). В первой ступени (18) воздух сжимается до 0,35 МПа, при
этом он нагревается до 165 – 175°С за счет адиабатического сжатия. После охлаждения
воздух направляется на вторую ступень сжатия (16), где его давление доводят до 0,7 – 0,8 МПа.
Основной поток воздуха после сжатия нагревают в подогревателе (12) до 250 – 270°С теплотой нитрозных газов
и подают на смешение с аммиаком в смеситель (6).
Газообразный аммиак, полученный испарением жидкого аммиака, после очистки
от влаги, масел и катализаторной пыли через подогреватель (5) при температуре 150°С также направляют в смеситель (6). Смеситель совмещен в одном аппарате с поронитовым фильтром.
После очистки аммиачно-воздушную смесь с содержанием аммиака не более 10%
подают в контактный аппарат (14) на
окисление аммиака. Конверсия аммиака протекает на Pt-Pd-Rh-сетках при 870-900°С
причем степень конверсии составляет 97 – 98%. Нитрозные газы при 890 – 910°С
поступают в котел-утилизатор (15),
расположенный под контактным аппаратом. В котле за счет тепла контактных газов протекает
испарение химически очищенной деаэрированной воды, питающей котел-утилизатор.
При том получается пар с давлением 1,5 МПа и температурой 230°С,
который поступает потребителю.
После котла-утилизатора нитрозные газы поступают в окислитель нитрозных
газов (13). Он представляет собой
полый аппарат в верхней части которого установлен фильтр из стекловолокна для
улавливания платинового катализатора. Частично окисление нитрозных газов
происходит уже в котле-утилизаторе (до 40%). В окислителе (13) степень окисления нитрозных газов доводят до 85%. За счет
реакции окисления нитрозные газы нагреваются до 300 – 335°С.
Эта теплота используется в подогревателе воздуха (12). Охлажденные в теплообменнике (12) нитрозные газы поступают для дальнейшего охлаждения в
теплообменник (11), где происходит
снижение их температуры до 150°С и нагрев хвостовых газов до 110 – 125°С.
Затем нитрозные газы направляют в холодильник-конденсатор (7), охлаждаемый оборотной водой. При этом конденсируются водяные пары
и образуется слабая азотная кислота. Нитрозные газы отделяют от сконденсировавшейся
азотной кислоты в сепараторе (8), из
которого азотную кислоту направляют в абсорбционную колонну (9) на одну из средних тарелок, с
соответствующей концентрацией кислоты. Нитрозные газы направляют в нижнюю часть
колонны (9). Сверху в нее подают охлажденный
конденсат. Образующаяся в верхней части азотная кислота низкой концентрации
перетекает на нижние тарелки и по мере их прохождения укрепляется за счет поглощения
новых порций нитрозных газов. При выходе из нижней части колонны концентрация
кислоты достигает 55 – 58%, причем содержание растворенных в ней оксидов азота
достигает ~ 1%. Поэтому кислота направляется в продувочную колонну (10), где подогретым воздухом из нее отдуваются
оксиды азота, а отдутая кислота направляется на склад. Воздух после продувочной
колонны подается в нижнюю часть абсорбционной колонны (9).
Степень абсорбции оксидов азота достигает 99%. Выходящие из колонны хвостовые
газы с содержанием оксидов азота до 0,11% при температуре 35°С
проходят подогреватель (11), где
нагреваются до 110 – 145°С и поступают в топочное устройство (камера сжигания) (3) установки каталитической очистки.
Здесь газы нагреваются до температуры 390 – 450°С за счет горения природного
газа, подогреваемого в подогревателе (4),
и направляемого в реактор с двухслойным катализатором (2), где первым слоем служит оксид алюминия. Очистку осуществляют
при температурах 690 – 700°С. Энергия, вырабатываемая турбиной за счет теплоты
хвостовых газов, используется для привода турбокомперессора (18). Затем газы направляют в
котел-утилизатор и выбрасывают в атмосферу. Содержание оксидов азота в
очищенных выхлопных газах составляет 0,005 – 0,008%, содержание СО2
– 0,23%. Таким образом данный агрегат полностью автономен по энергии.